





Effiziente Bearbeitung von Statorgehäusen für die E‑Mobilität
Komplettbearbeitung von Statorgehäusen für
E-Fahrzeuge
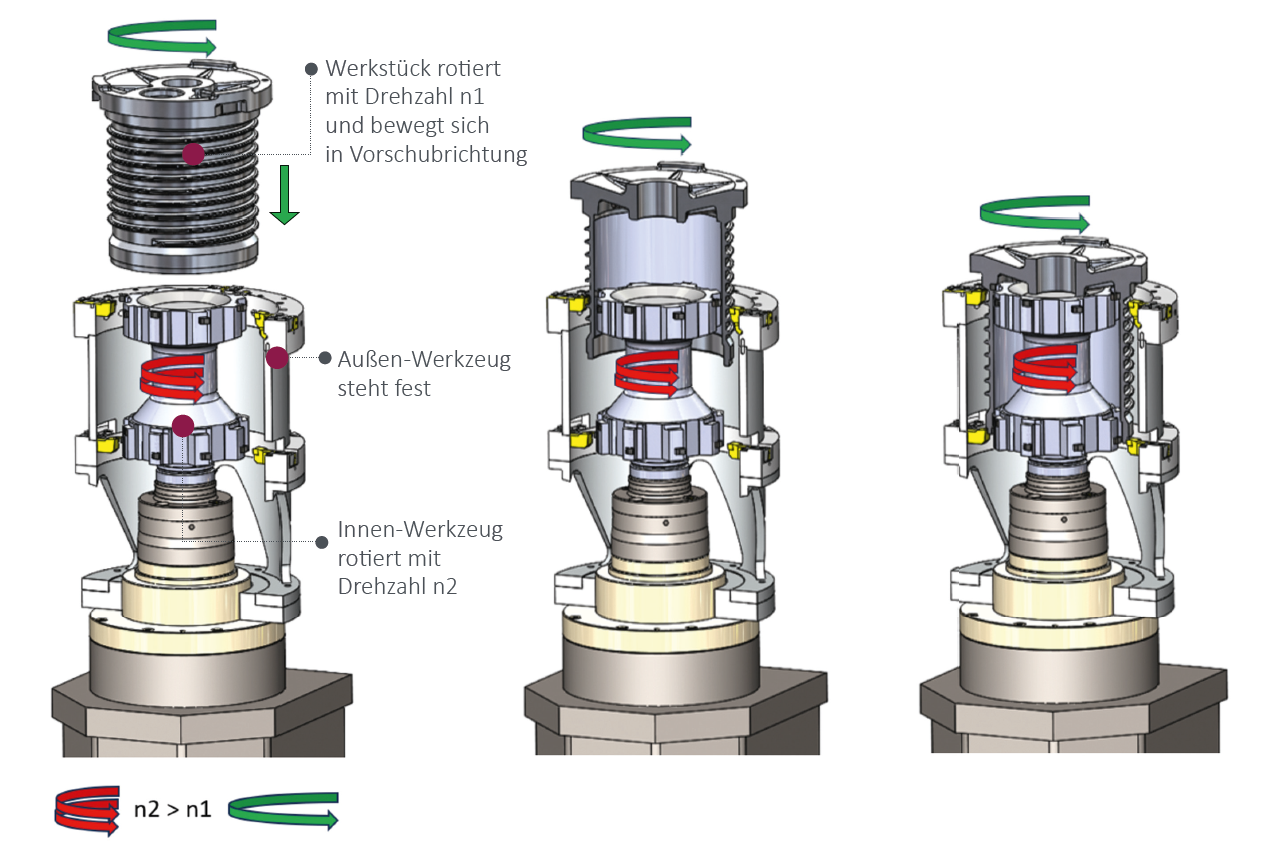
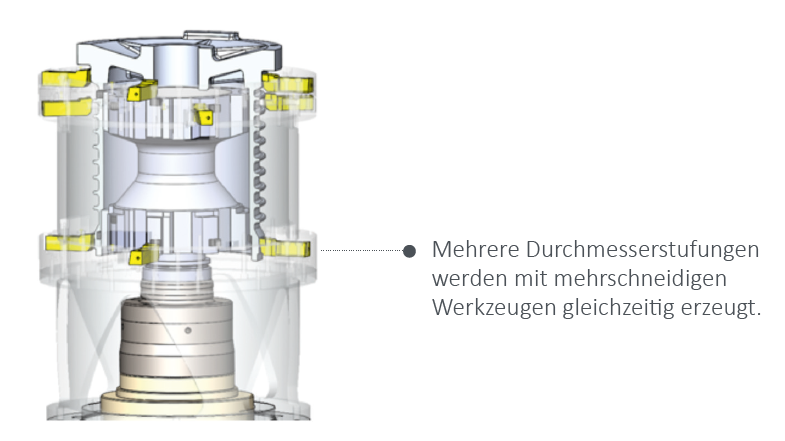
8x schnellere simultane Innen-Außen-Bearbeitung
(im Vergleich zur Drehbearbeitung) durch patentiertes Verfahren
Werkstück
- Topf- und rohrförmige Statorgehäuse für E‑Fahrzeuge
- Dünnwandige, verformungsempfindliche, schwingungsempfindliche Werkstücke
- Hohe Anforderungen an Form-und Lagetoleranzen
- Passungstoleranzen im Bereich IT 6
- Zylinderformen zwischen 20 und 30 µm
- Hohe Anforderungen an Konzentrizität bis zu 0,05mm

Verfahren
(4x schneller innen + 4x schneller außen)*simultan = 8x schneller
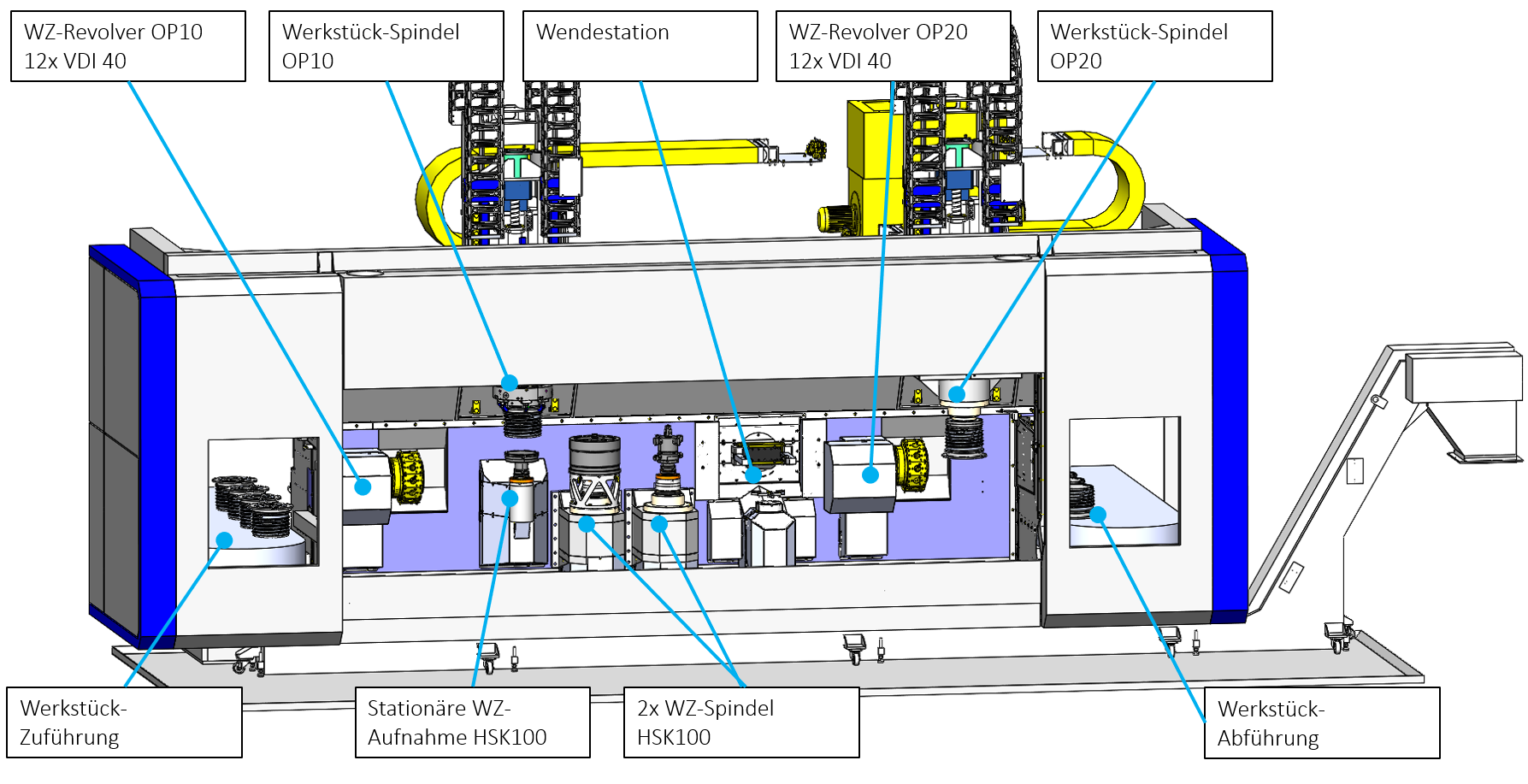
Vertikales Drehzentrum - Statormaker
Komplettbearbeitung in 2 Aufspannungen:
Drehen, Bohren, Fräsen
2 Werkstücke werden parallel bearbeitet
Éinsatzbereich & Anwendung
- Universelle Maschine für alle bekannten Statorgehäuse-Typen
- Für Topf- und rohrförmige, dünnwandige Werkstücke
- Drehen, Bohren, Fräsen
- Schnelle Umrüstbarkeit auf andere Werkstücke
Mehrwert
- 8x schnellere simultane Innen-Außen-Bearbeitung (im Vergleich zur Drehbearbeitung)
- Durch patentiertes Verfahren
- Deutliche Kostensenkung im Vergleich zu herkömmlichen Prozessen
- Keine aufwändigen Schwingungsdämpfer erforderlich
- Niedrige Spannkräfte erforderlich
Vorteile der Vertikalbearbeitung:
- Optimaler Spänefall
- Geringer Platzbedarf
- Einfache Automation durch Pick-up
| Fachartikel | Whitepaper | Flyer |
| Hier gehts zum Artikel | Hier downloaden | Hier downloaden |
Für Fragen stehen wir Ihnen gerne zur Verfügung
Kontakt
Thomas Lötzsch
+ 49 371 802 – 204
t.loetzsch@nshgroup.com
+ 49 371 802 – 204
t.loetzsch@nshgroup.com
